Henry Ford famously said: “Any customer can have a car painted any colour that he wants, so long as it is black.” The founder of the Ford Motor Company thought simplicity and functionality should be a car manufacturer’s only priority.
But today, over a century later, things couldn’t be more different. The internet of things (IoT), social media and increased car connectivity, mean car manufacturers now have access to more information than ever about what their customers want and how their cars operate on the road.
Using this data to improve the customer experience could add significant value to the industry, particularly in the context of increased mobility services, carpooling and self-driving vehicles.
Car manufacturers must learn to make the most of user data
According to a McKinsey & Company report this March, as a global value pool, data and connectivity may reach between $450 billion and $750 billion worldwide by 2030.
But this depends, the report says: “On the ability of market players to use the data generated by cars, drivers and mobility systems to develop products that create revenue, reduce costs, and enhance safety and security.”
Xavier Mosquet, senior partner at Boston Consulting Group’s automotive sector, says: “User data has significantly increased for the design and evolution of a car, and now directly informs the specification of the next versions, such as what has customer value and what doesn’t.”
Mr Mosquet says car manufacturers are mining social media and online information, as well as taking data from the car itself.
General Motors, for example, equips all its vehicles with connectivity, which it then uses to collect data for the important first six months of on-road operation, so it can analyse the car’s quality and parameters, he says. From this information, the company can determine what works well in the model and what doesn’t.
New connectivity means that car manufacturers can solve problems speedily
Similarly, Harman, a leader in connected car and IoT solutions, is working with nearly every car manufacturer on the planet, according to the company, using its Ignite platform to monitor vehicles.
“Historically, OEMs [original equipment manufacturers] have not had detailed data on who uses what features on vehicles, so when they were making decisions about dropping CD players, for example, they were doing it based on survey and other research data, not precise data,” says Stephen L. Surhigh, vice president of automotive cloud services for Harman, which is a Samsung company.
Now, for example, car manufacturers can quickly identify functionality or usage issues with in-car software and quickly fix them with over-the-air updates.
Furthermore, companies are increasingly keen on monitoring specific vehicle components and the environment in which cars are used, such as weather and location. By combining these different data sets, carmakers can uncover issues before they cause a problem, which can be costly if occurring during the warranty period.
Mr Surhigh provides an example. A manufacturer of a speciality vehicle used in parades that is typically driven at low speeds discovered a vibration that caused certain parts to fail. The carmaker later re-engineered the part to avoid failure. This would have been impossible without knowing how the vehicle was used.
Data can help identify patterns and improve customer experience
The increasing prevalence of cars for specific uses, such as e-mobility, more autonomous driving and car-sharing, mean it is beneficial for manufacturers to know how to design and monitor vehicles for special uses.
“Understanding how those vehicles wear out and therefore being able to optimise their design will be of very high value,” says Mr Mosquet.
Monitoring them on the road, with customer consent, will also enable manufacturers to offer additional services, such as providing predictive maintenance
Consultancy and technology firm BearingPoint has been working with Jaguar Land Rover since 2014 to provide telematics signals and data from their vehicles.
According to BearingPoint, analysing this data helped the company cut the product life cycle of a vehicle from approximately four years from inception to coming off the production line to two-and-a-half years.
“It’s about identifying patterns and profiles, and feeding that back into designer specifications and recall programmes quickly to improve the end-customer experience,” says Professor Alan Braithwaite, senior adviser at the company.
Full integration is crucial for speeding up the product cycle
Yet for car manufacturers, managing huge amounts of data is still extremely challenging and it is currently being done by separate departments rather than shared seamlessly throughout an organisation.
“It’s a big evolution and no company is fully organised, to be frank,” says Mr Mosquet. “I don’t think anyone has an automated process to extract information, and analyse it, and then loop it directly to making hardware changes.”
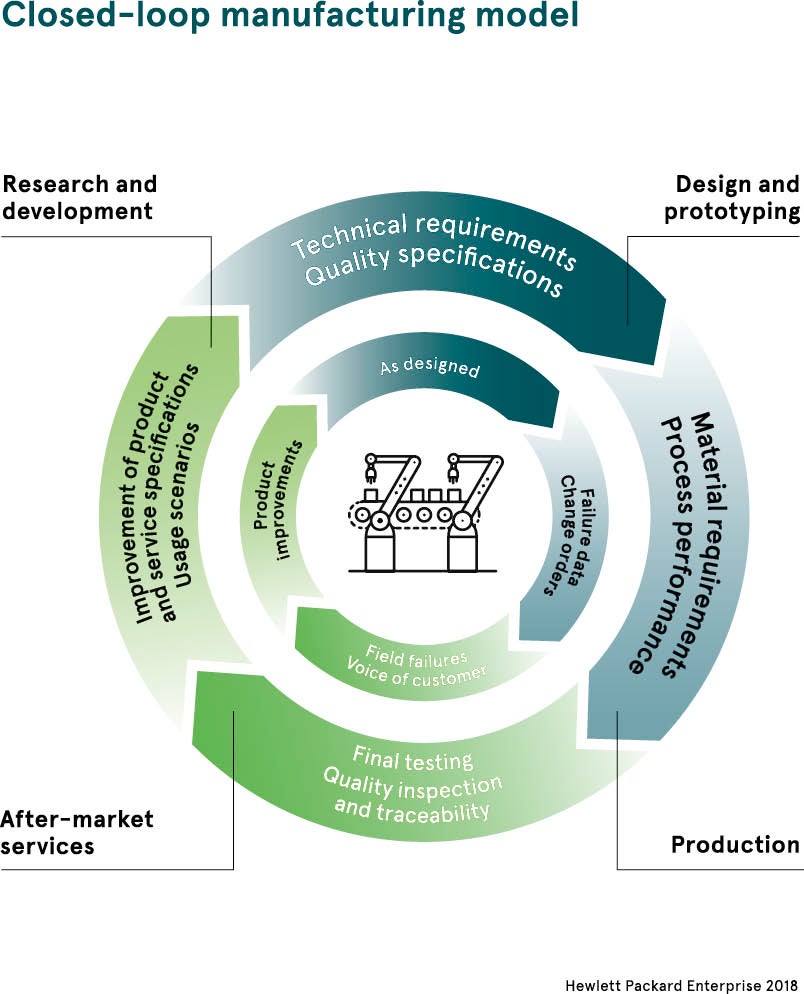
To do this, Siemens and Hewlett Packard Enterprise (HPE) are helping their customers adopt a closed-loop manufacturing approach to managing data.
There is no doubt well-organised and highly analysed data creates great opportunities for carmakers
This is essentially a structured process of continuous data flows that are seamlessly shared throughout different departments to create a virtuous cycle, which can result in product improvements being implemented faster.
“If you recognise a product flaw, it can take anything from nine to twenty four months for a remedy to be put in place, but that cycle can be accelerated by connecting different departments, such as R&D, manufacturing, sales and back again,” says Volkhard Bregulla, vice president of global manufacturing, automotive and IoT at HPE. “That is what industry 4.0 is starting to do, to horizontally integrate data.”
Using technologies such as HPE’s Edgeline Converged Edge Systems, for example, companies can leverage advanced analytics, artificial intelligence and IoT to capture and analyse data directly at the place where it is created for actionable insights available across the manufacturing value chain.
Although Mr Bregulla declines to name them, he says many companies HPE works with are beginning to build a digital image, a sort of digital twin, of their entire manufacturing process, starting from the supply chain and including customers, looping all the way back, to make adjustments in the design. However, many are so far struggling with full integration, he says.
Smart use of data could fundamentally change the way car manufacturers work
Yet, in the future, if data is shared more seamlessly and improvements to components created more quickly, will manufacturers scale back production into smaller batches, making tweaks each time?
“Absolutely,” says Mr Bregulla. “Where is the cost in manufacturing? It is the retooling of the manufacturing equipment; however, 40 per cent of this machinery will be replaced because it is not connected and can’t be retooled fast enough.
“Reducing production is really hard. Unless there is a major issue, most likely OEMs will continue producing because otherwise they have to stop selling.”
There is no doubt well-organised and highly analysed data creates great opportunities for car manufacturers. From fixing engineering glitches faster, to offering regular over-the-air updates to in-car software applications and speeding up improvements in the production line, data has many uses, some not yet realised.
Beyond product improvements, experts agree connectivity and data will help carmakers build a closer relationship with their customers to unearth new revenue streams. These could include predictive maintenance models, and selling data insights and analytics to mobility companies or even becoming a mobility business itself. Data software company Hortonworks, for example, is currently working with Ford to help the company transition to a car and mobility company.
Although there are many challenges ahead, such as improving data management and discovering how to monetise data beyond internal processes, it’s clear that, unlike in Henry Ford’s day, the better understanding car manufacturers have of their customers and their cars, the more opportunities there will be to remain agile and responsive in a rapidly evolving industry.
Car manufacturers must learn to make the most of user data
New connectivity means that car manufacturers can solve problems speedily
Data can help identify patterns and improve customer experience

